Ile zajmie projekt wykonania zwierciadła?
Zwierciadło o średnicy 203 mm może zostać wykończone w 40 do 80 godzin pracy. W praktyce przekłada się to na kilka miesięcy pracy, chyba że możesz pracować codziennie, np. podczas wakacji lub urlopu. Ja pracowałem 2-4 razy w tygodniu po 2-3 godziny i ukończyłem zwierciadło w 6 miesięcy, z dłuższymi przerwami w międzyczasie. Kolejne dwa miesiące spędziłem na składaniu tubusa, podstawy i wykończeniu reszty.
Szczerze odradzam projekty wykonania większych zwierciadeł — lepiej uczyć się na mniejszym i użyć tej wiedzy do wykonania drugiego teleskopu. Zwierciadło o średnicy 203 mm jest bardzo dobrym kompromisem — z jednej strony wykonać je może każdy początkujący, z drugiej zaś otrzymujemy porządną moc, której nie będziemy nawet w pełni wykorzystywać na początku. Jeśli dysponujesz ograniczoną przestrzenią mieszkaniową, pomyśl o zwierciadle o średnicy 150 mm.
Przygotowanie zwierciadła i krążka
Zanim rozpoczniemy pracę, niezbędnym jest wykonanie tzw. fazki, czyli starcia ostrych krawędzi zarówno w przypadku krążka, jak i zwierciadła. Na samym początku należy wykonać fazkę szeroką na co najmniej 3 milimetry na krążku i 2 mm na zwierciadle. W trakcie szlifowania, gdy fazka zniknie, należy wykonać ją ponownie. Jeśli nie zostanie to zrobione, zwierciadło przy nawet lekkim uderzeniu o twardą powierzchnię lub pod naporem narzędzia może pęknąć na krawędzi w postaci ohydnego odprysku. Ja na własnej skórze doświadczyłem skutków zignorowania tego środka ostrożności i tylko szczęśliwy traf uratował mnie i odłamany krążek nie porysował głęboko zwierciadła. Najlepszym sposobem na wykonanie fazki jest użycie osełki do ostrzenia noży — należy pewnym ruchem, z lekkim naciskiem ścierać krawędź zwierciadła pod kątem 45 stopni zawsze od środka zwierciadła na zewnątrz. Ja na początku używałem też końcówki szlifierskiej montowanej na wiertarce - jest to metoda znacznie szybsza, ale i ryzykowna — należy używać jej bardzo ostrożnie.
 |
 |
Rycina 12. Bardzo ważnym jest wykonanie fazki, czyli złagodzenie ostrej krawędzi zwierciadła i krążka. Po lewej sposób użycia końcówki szlifierskiej na wiertarce, po prawej dowód na to, że ignorowanie tej kwestii nie popłaca. Powstały odprysk można złagodzić na krawędzi i kontynuować pracę bez zmian.
Szlifujemy zwierciadło, czyli więcej pracuj — mniej się martw!
Zanim rozpoczniemy przygodę ze szlifowaniem należy zdać sobie sprawę z bardzo ważnej rzeczy. Nasze poczynania doprowadzą nas do sukcesu tylko wtedy, gdy będziemy przestrzegać reguły unikania regularności. Powstanie idealnej figury zwierciadła jest możliwe jedynie gdy będziemy zawsze pamiętać o wprowadzaniu pewnej losowości, celowego błędu — odchyłki w naszych ruchach. Najlepsze zwierciadła to zwierciadła wykańczane ręcznie właśnie z tego powodu — maszyna, nawet celowo zaprogramowana na odchyłki, nie wykona nigdy tak doskonałego zwierciadła, jak doświadczony operator. Specjaliści pracują często w kilka osób nad jednym zwierciadłem w celu wprowadzenia dodatkowej losowości. To właśnie uśrednione działanie niedoskonałych ruchów prowadzi do powstania pożądanej figury.
Za każdym razem, kiedy rozpoczynamy pracę, myjemy dokładnie krążek i zwierciadło detergentem i dokładnie płuczemy. Po wyschnięciu kładziemy krążek na podstawie a zwierciadło odkładamy na bok. Zaczynamy szlifowanie proszkiem o największej średnicy ziaren, czyli SiC #80. Obok kładziemy wiadro lub miskę z wodą o średnicy takiej, aby można było zanurzyć w nim zwierciadło, gąbki do przecierania, butelkę z wodą lub spryskiwacz do kwiatów.
Na powierzchni leżącego krążka rozprowadzamy około pół łyżeczki proszku sypiąc jak przyprawą na potrawę, aby rozprowadzić go równomiernie. Następnie spryskujemy raz spryskiwaczem do kwiatów wodą, lub bierzemy odrobinę wody na dłoń i rozpryskujemy z końców palców. Kładziemy po tym zwierciadło tak aby pokryło krążek i obracamy delikatnie wokół aby rozprowadzić proszek w postaci pasty. Praktyka wskaże czy proszku lub wody jest za dużo lub za mało. Za dużo proszku i wody spowoduje, że powstanie błoto, które będzie wyrzucane na zewnątrz podczas szlifowania i zwierciadło będzie ślizgać się jak po maśle. Nadmiar samego proszku utworzy grudy, które będą się wzajemnie ścierać, zamiast trzeć powierzchnię zwierciadła. Zbyt mało proszku i wody spowoduje sklejanie się dysków. Najlepszym wskaźnikiem jest w miarę płynna praca i głośne, „zdrowe" chrupanie szkła przez proszek.
 |
 |
Rycina 13. Proszek powinien zostać rozprowadzony równomiernie po powierzchni krążka, dodajemy jedynie kilka kropel z końców palców lub spryskujemy raz spryskiwaczem.
Ruch, który wykonujemy nie jest kwestią przypadku, lecz posiada swój konkretny cel. Ponieważ chcemy zmienić kształt zwierciadła na wklęsły, najwięcej nacisku powinno znajdować się na jego środku, mniej zaś na jego krawędziach. Staramy się więc naciskać środkiem zwierciadła na krawędź krążka tak jak pokazane jest to na ilustracji poniżej.
 |
 |
Rycina 14. Sposób trzymania zwierciadła podczas pierwszej fazy szlifowania. Jedna ręka wywiera nacisk, druga koordynuje ruch zwierciadła. Kierunek bocznego przesunięcia zwierciadła względem krążka zależy od wygody pracującego. Należy jednak utrzymywać raz objęty kierunek obchodzenia stanowiska pracy i obrotu zwierciadła.
Zwierciadło podczas ruchu należy umiejscowić tak, aby nie „spadało" z krawędzi krążka pod wpływem nacisku. Zwykle bezpiecznie jest pracować w zasięgu około 2 centymetrów od jego środka. Pierwsze szlifowanie polega na wykonywaniu ruchów wzdłuż wyimaginowanych odcinków przechodzących przez środek zwierciadła. Po rozprowadzeniu proszku odsuwamy zwierciadło o niecałą połowę średnicy i z wyczuciem wykonujemy 8 do 12 ruchów (każdy ruch to przesunięcie zwierciadła w jedną stronę i z powrotem) mocno naciskając jedną ręką na środek zwierciadła. Nie należy obawiać się użycia całego ciężaru ciała - początkowe szlifowanie wymaga naprawdę dużej siły. Co jakiś czas można np. wykonać 6, czasem 14 ruchów — losowość działa na korzyść regularnej figury zwierciadła. To samo dotyczy odległości przesunięcia bocznego — zbytnie skupianie się na samym środku doprowadzi do zbyt wczesnego „wykopania" dołu w środku przy nietkniętych krawędziach, co zdarzyło się również mnie. Po wykonaniu ruchu szlifującego, zmieniamy pozycję wokół stanowiska pracy o około 30-45 stopni, po czym obracamy delikatnie zwierciadło o około 1/4 pełnego obrotu. Nie wolno oznaczać zwierciadła markerem, trzeba zaś starać się różnicować obrót o kilka stopni, aby utrzymać losowość. Wszelka regularność jest niekorzystna i niepożądana. Należy przemieszczać się tak, aby wykonać 8-10 kroków wokół stanowiska. Ilustracja poniżej wskazuje sekwencję wykonywanych czynności.
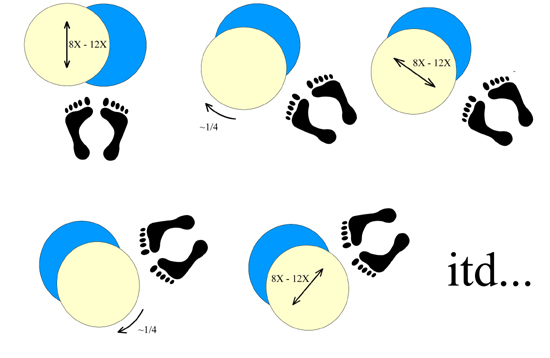
Rycina 15. Sekwencja pozycji i ruchów podczas szlifowania zwierciadła. Po 8-12 ruchach podłużnych o zasięgu zbliżonym do połowy średnicy zwierciadła zmieniamy pozycję o około 30-45 stopni w jednym kierunku w stosunku do krążka, następnie obracamy zwierciadło w kierunku przeciwnym o około 1/4 pełnego obrotu.
Po około 2-4 minutach, w zależności od temperatury pomieszczenia, woda wysycha, ściera się porcja proszku i charakterystyczne chrupotanie cichnie. Proszek zamienia się wtedy w emulsję, która nie „gryzie" więcej szkła i jest nieskuteczna. Ten okres czasu określa się jako wet (z ang. „mokry") i takiego terminu będę używał w dalszej części artykułu. Niektórzy dorzucają wtedy po prostu proszku lub/i wody i kontynuują pracę, jednak najlepszym rozwiązaniem jest spłukanie gąbką krążka i zwierciadła, wytarcie ich do prawie sucha i nałożenie świeżej porcji proszku oraz wody.

Rycina 16. Kiedy chrupotanie milknie — czas na wytarcie krążka i zwierciadła, gdyż szlifowanie startym proszkiem jest nieskuteczne. Z mojego doświadczenia wiem również, że jeśli czuje się, że dodało się zbyt dużo/mało proszku/wody, lepiej zacząć wet od nowa niż kombinować z „dosypkami".
Skuteczna praca szlifierska wymaga praktyki. Po pewnym czasie po prostu od razu czuje się, że ilość proszku i wody jest idealna. Warto jest prowadzić skrupulatne notatki, aby ułatwić sobie życie w przyszłości.
Pierwsze pomiary
Po około godzinie — dwóch pracy można po raz pierwszy sprawdzić głębokość krzywizny jaką udało się nam wyszlifować. Wyszlifowany obszar powinien być początkowo wyraźnie widoczny w postaci „oszronienia", jak na ilustracji poniżej. Na krawędziach zwierciadła kładziemy metalową linijkę, następnie dobieramy tak blaszki szczelinomierza, aby dokładnie sprawdzić głębokość na samym środku.
 |
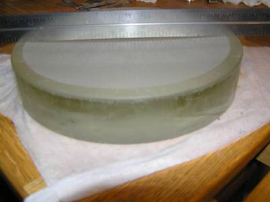 |
Rycina 17. Po pierwszej godzinie na zwierciadle pojawi się „oszronione" koło, które z biegiem czasu zacznie rozszerzać się równomiernie ku krawędziom. Głębokość krzywizny można zmierzyć za pomocą metalowej linijki oraz szczelinomierza czy też drobnych wierteł lub drucików o znanej średnicy.
Co daje nam zmierzenie tej wartości? Czas już zapoznać się z kilkoma terminami. Podstawową, praktyczną właściwością zwierciadła jest długość ogniskowa f, czyli odległość od zwierciadła do punktu (załóżmy na razie, że to punkt) gdzie skupiają się odbite promienie, nadchodzące z nieskończoności (nieskończoność jest tutaj również umowna, gdyż odległość planet i gwiazd jest w rzeczywistości mierzalna). Jeśli długość ogniskową pomnożymy przez 2 otrzymamy promień krzywizny, w skrócie ROC (ang. radius of curvature). Dzieląc długość ogniskowej przez średnicę zwierciadła uzyskamy tzw. światłosiłę określaną symbolem f/x (x = f/d). I tak np. zwierciadło, które planowałem wykonać, miało być określone właściwościami: średnica zwierciadła: 203 mm, długość ogniskowej: f = 1218 mm, czyli światłosiła wynosi 6 i zapisujemy ją w postaci f/6. Taka światłosiła jest dobra zarówno do oglądania planet, jak i słabo świecących mgławic czy odległych galaktyk. Jeśli planujemy budowę teleskopu planetarnego, należy zastosować światłosiłę np. f/8 lub f/9, teleskop przeznaczony głównie do obserwacji obiektów dalekiego kosmosu powinien posiadać światłosiłę np. f/4.
Wracając do zwierciadła — należy określić, jak głęboką krzywiznę musimy wyszlifować w celu uzyskania konkretnej długości ogniskowej. Wartość tą uzyskujemy z poniższego wzoru:
e = r2/2R
Gdzie:
R — promień
krzywizny (czyli 2 x długość ogniskowej f)
r — promień
zwierciadła
e — głębokość
krzywizny
Czyli w moim przypadku:
e = 101,52 / 2 x 2436 = 2,12 mm
Tyle więc powinna wynosić głębokość wyszlifowanej krzywizny na jej środku. Nie należy jednak osiągać tej wartości na początku szlifowania, dlatego też należy ustawić szczelinomierz na np. 1,95 mm. Można też od początku monitorować postęp pracy i ustawić na wartość mniejszą. Dobieramy więc odpowiednio blaszki szczelinomierza, staramy się umieścić je jak najdokładniej w środku, przykrywając metalową linijką. Jeśli linijka „kiwa" się na boki, stukając o krawędzie zwierciadła, należy kontynuować pracę do momentu, aż osiągniemy odpowiednią głębokość. Aby upewnić się o dokładności pomiaru, dokładamy zawsze najcieńszą blaszkę. Przypominam o pilnowaniu fazki!
Kiedy dojdziemy już blisko planowanej głębokości, np. do około 1,95 mm, a oszroniony jest tylko środek, należy zmienić rodzaj ruchu, aby włączyć do pracy również krawędzie zwierciadła. Możliwe, że w waszym przypadku nie będzie to koniecznie i „oszronione" koło rozszerzy swój zasięg do krawędzi przy używyciu powyższego ruchu. Jednak jeśli napotkacie taki sam problem co ja, należy użyć ruchu opisanego poniżej. Tym razem będzie to ruch środka krążka nad środkiem zwierciadła, w skrócie COC (ang. center-over-center), w zasięgu około 1/3 średnicy zwierciadła, czyli jedynie 1/6 średnicy górnego krążka wystaje poza granicę zwierciadła podczas ruchu. Obydwie dłonie wywierają jednostajny nacisk na całą powierzchnię, a zagięte na krawędzi palce kontrolują ruch zwierciadła. Szczegóły ruchu pokazane są na ilustracji poniżej, przy czym należy pamiętać, że nadal chodzimy wokół stanowiska pracy na sposób pokazany na Rycinie 15. W przypadku ruchu COC jeden wet może trwać poniżej minuty, ponieważ pod naciskiem znajduje się cała powierzchnia i proszek ściera się szybciej. Ruch COC to pierwszy etap kiedy zwierciadło i krążek będą zamiennie znajdować się na górze, bądź na dole.
|
|
|
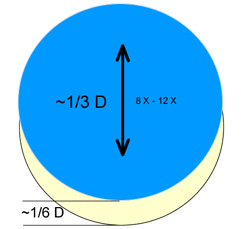
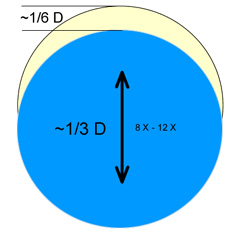
Rycina 18. Ruch środek nad środkiem (COC) o zasięgu 1/3 średnicy z krążkiem na zwierciadle. Po 8-12 ruchach robimy krok wokół stanowiska pracy w jednym kierunku, następnie obracamy krążek o około 1/4 obrotu w kierunku przeciwnym. Pamiętajcie o podłożeniu czegoś miękkiego pod zwierciadło!
Gdy krążek znajduje się na zwierciadle — w skrócie TOM (ang. tool over mirror) intensywniej pracują krawędzie i generalnie następuje tendencja do spłycania krzywizny. Kiedy w rękach trzymamy zwierciadło, krążek zaś spoczywa na stanowisku — czyli w skrócie MOT (ang. mirror over tool) — intensywniej pracuje środek i zwierciadło jest pogłębiane. Dlatego, aby utrzymać głębokość krzywizny, około 2 mm, co 15 minut szlifowania należy zamienić pozycję MOT na TOM i odwrotnie. Cały czas monitorujemy głębokość krzywej, pracując MOT, aby ją pogłębić, lub TOM, aby spłycić. Należy samemu wypraktykować, jak często należy sprawdzać zwierciadło — może to być 30 minut lub godzina pracy. Pamiętać należy znowu o pewnej losowości w zasięgu ruchu i ilości powtórzeń.
Ponieważ mierzenie głębokości krzywizny jest metodą niedokładną, kiedy osiągniemy wartość bliską do pożądanej i zwierciadło jest „oszronione" na całej powierzchni, musimy wykonać dodatkowy, bezpośredni test. Należy dokładnie wyczyścić zwierciadło i przygotować wiadro, spryskiwacz z wodą, latarkę oraz białą kartkę papieru. Włączoną latarkę i kartkę, jako ekran, umieszczamy blisko siebie, tak aby powierzchnia kartki była położona równo z ekranem latarki. Kartkę można zagiąć na krawędzi stołu i przycisnąć latarką. Prostopadle do ekranu umieszczamy miarę, którą rozwijamy na pożądaną odległość ROC plus 50 cm. W ciemnym pomieszczeniu zwilżamy powierzchnię zwierciadła spryskiwaczem nad wiadrem i podchodzimy do włączonej latarki. Trzymając oburącz zwierciadło, rzucamy na ekran odbicie wnętrza odblaskowego latarki i powoli cofamy się wzdłuż miary, aż do momentu kiedy obraz staje się ostry. Wtedy można odejść ciut dalej, aby pozbawić obraz ostrości, po czym powoli powrócić do ostrego obrazu. Patrząc wzdłuż powierzchni odblaskowej zwierciadła w dół odczytujemy wartość ROC na mierze. Zwierciadło powinno być wilgotne, spryskujemy je jeszcze raz wodą i powtarzamy odczyt kilka razy.
|
|
|

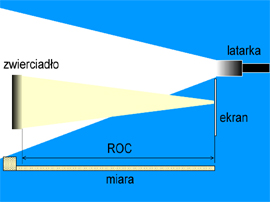
Rycina 19. Sposób bezpośredniego pomiaru długości promienia krzywizny ROC. Źródło światła i jego obraz powinny znajdować się możliwie jak najbliżej siebie.
Należy pamiętać, że odczytywana wartość to promień krzywizny ROC, czyli dokładnie dwukrotna wartość długości ogniskowej f. Jeśli wartość ROC okaże się niższa od pożądanej, należy pracować jeszcze TOM, aby spłycić zwierciadło. Jeśli wartość jest za duża, należy zwierciadło pogłębić pracując MOT. Jeśli figura jest uporczywa zwłaszcza podczas spłycania, można przedłużyć ruch COC nawet do 2/3 średnicy zwierciadła. Zauważyłem, że znacznie łatwiej jest zwierciadło pogłębić niż spłycić.
Gdy jesteśmy wystarczająco blisko pożądanej wartości ROC (z dokładnością 1-2 cm), możemy przejść do następnej fazy szlifowania. Powyższy proces może zająć od 4 do 8 godzin, w zależności od wprawy pracującego. Mnie udało się ukończyć go w 6 godzin 25 minut.
Wygładzanie
Zanim przejdziemy do dalszego szlifowania należy wszystko dokładnie wyczyścić. Szorujemy do czysta wiadro i całe stanowisko pracy, razem z podłogą. Proszku do szlifowania nie wolno wylewać do zlewu! Ma on tendencję do podstępnego osiadania w rurach, jak cement. Można go wylać np. pod rynną, w końcu jest to tylko wyselekcjonowany pod względem rodzaju i rozmiaru piasek. Wyrzucamy do śmieci gąbki, ceratę, tkaninę pod zwierciadło, drewniane zastawki, butelkę z wodą i worek po proszku #80. Jeśli chcemy go zachować, zamykamy szczelnie w słoiku i odkładamy w innym pomieszczeniu. Następnie szorujemy ręce i paznokcie, razem z zegarkiem i obrączką, jeśli nosimy. Bierzemy nowe gąbki, myjemy nimi zwierciadło i krążek, po czym gąbki lądują również w koszu, z którego worek zawijamy i wynosimy z pomieszczenia. Dla oszczędności można gąbki przecinać na trzy części. Najlepiej przebrać jest również koszulkę. Zasada jest prosta — jeśli zignorujecie tą kwestię i uznacie za przesadzoną, zrujnujecie dzieło swojej wielogodzinnej ciężkiej pracy.

Rycina 20. Czystość przede wszystkim. Za każdą zmianą proszku wszystko musi być dokładnie wypłukane i wyczyszczone. Pokrywanie zastawek ceratą nie jest konieczne.
Celem dalszego procesu jest wygładzenie powierzchni zwierciadła i zbliżenie jej do kształtu sferycznego, co dokładniej omówimy później. Każdy kolejny proszek jest coraz drobniejszy i usuwa zadrapania i wżery pozostałe po proszku poprzedzającym. Do wygładzania potrzebne będzie zaadoptowanie kolejnego rodzaju ruchu, zwanego często „normalnym" bądź „ww" ze względu na ruch, jaki wykonuje środek zwierciadła lub krążka. Inaczej układamy również ręce podczas ruchu i co najważniejsze nie stosujemy nacisku podczas pracy. Jedyny ciężar to waga samego zwierciadła lub krążka i dłoni pracującego, luźno spoczywających na zwierciadle.

Rycina 21. Sposób trzymania zwierciadła podczas ruchu normalnego. Ręce nie wywierają nacisku.
Ruch normalny ww może wydawać się na pierwszy rzut oka skomplikowany, ale przy odrobinie wprawy wykonuje się go już bez większego trudu i automatycznie. Ponownie należy pamiętać, że wszystkie podane wartości należy stosować w przybliżeniu i zarówno zasięg ruchu, jak i ilość powtórzeń należy urozmaicać.
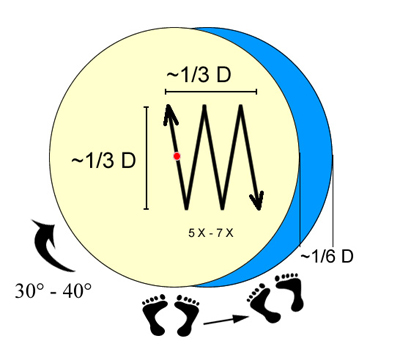
Rycina 22. Ruch normalny, zwany również ruchem „ww". Środek zwierciadła zakreśla półtora do dwóch liter W i zasięgiem nie wychodzi poza 1/3 średnicy w obu kierunkach. Po 5-7 pojedynczych ruchach wykonujemy krok wokół stanowiska w jedną stronę i obracamy zwierciadło w stronę przeciwną o nie więcej niż 30-40 stopni. Częste obracanie zwierciadła zapobiega astygmatyzmowi.
Rozpoczynamy więc wygładzanie proszkiem nieco drobniejszym — SiC #120. Pamiętamy o zamianie pozycji TOM/MOT co 15 minut, pracując dłużej z jedną w zależności czy chcemy przedłużyć lub skrócić ROC. Co około godzinę sprawdzamy ROC za pomocą latarki, ekranu i miary. Możliwe, że będzie trzeba stosować np. 30 minut TOM i 15 minut MOT, aby utrzymać ROC bez zmian. Wygładzanie proszkiem #120 powinno zająć kilka godzin (3-5), w zależności od wprawy i tempa pracy.
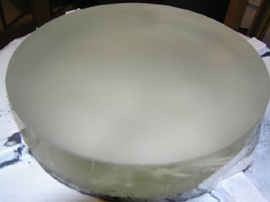
Podjęcie decyzji kiedy następuje czas zmiany proszku na drobniejszy jest trudne i często irytujące, zwłaszcza na początku. Każdy proszek pozostawia po sobie wyszlifowaną powierzchnię o określonej chropowatości. Jeśli po kilku godzinach widzimy jednostajnie obrobioną powierzchnię, jednak wszędzie porozrzucane są mikroskopijne „dołki", czyli wżery z poprzedniego proszku, pracę należy kontynuować. Dopiero kiedy powierzchnia jest jednolita, ewentualnie posiada jedynie kilka spłyconych wżerów, możemy przejść do następnego proszku. Wżery można zaznaczyć permanentnym cienkopisem i obserwować ich usuwanie. Do oceny powierzchni zwierciadła najlepiej używać lupy oraz latarki skierowanej pod niewielkim kątem względem zwierciadła. Można również wykonać sobie wzorce szlifując np. szkiełka podstawowe od mikroskopu.

Rycina 23. Na jednolicie wyszlifowanej powierzchni szukamy pojedynczych wżerów z poprzedniego proszku. Największą uwagę należy zwrócić na krawędzie. Po usunięciu wżerów można przejść do szlifowania następnym proszkiem.
Za każdym razem powtarzamy procedurę dokładnego czyszczenia stanowiska. Z proszku #120 przechodzimy do #180, następnie do #220. Im drobniejszy proszek, tym krócej zajmuje pozbycie się wżerów poprzedniego. Generalnie jednak największą różnicę w redukcji czasu odczuwa się po zakończeniu pracy z proszkami SiC. Zanim skończymy pracę z proszkiem #220, dopracować należy zamierzoną wartość ROC, z tym że należy pamiętać, że przesadna dokładność nie jest wymagana. Najważniejsza jest gładka i prawidłowa figura zwierciadła, nie należy upierać się przy dokładnie 2436 mm. To że zwierciadło będzie charakteryzowało się światłosiłą f/5.8 czy f/6.1, zamiast f/6 nie wpłynie na jakość obrazów, a tubus i tak dopasowuje się do końcowych, dokładniejszych pomiarów. Można być pewnym, że ROC zmieni się podczas polerowania i figuryzacji zwierciadła.
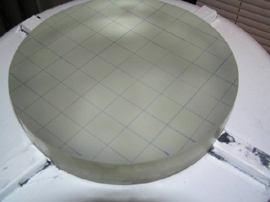
Zanim zakończymy pracę z proszkiem #220, należy również wykonać tzw. test Sharpie (Sharpie to nazwa firmowa permanentnego cienkopisu). Test ten pokazuje nam, czy krążek i zwierciadło dopasowały się do siebie i są w dobrym kontakcie. W tym celu rysujemy cienkopisem na zwierciadle siatkę kwadratów o boku około 2 cm. Używając normalnego ruchu z TOM obchodzimy raz stanowisko pracy dookoła, po czym zwierciadło płuczemy i wycieramy do sucha. Siatka powinna zniknąć całkowicie albo być słabo widoczna, jednakowo na całej powierzchni zwierciadła. Jeśli siatka pozostaje widoczna na środku, należy pracować więcej MOT. Jeśli siatka nie została wytarta na krawędziach, należy popracować więcej TOM.
 |
 |
Rycina 24. Test Sharpie. Po kilku minutach pracy siatka powinna zostać jednolicie starta z powierzchni zwierciadła. Dzięki temu możemy być pewni, że krążek i zwierciadło są dobrze do siebie dopasowane.
Gdy test Sharpie został przeprowadzony pomyślnie i jesteśmy usatysfakcjonowani długością ROC, możemy użyć następnego rodzaju proszku — białego tlenku glinu. Od tego momentu praca idzie bardzo sprawnie, a wżery znikają relatywnie szybko. Biały proszek nie wydaje się też tak brudzący, choć jest to tylko złudzenie — nadal należy przestrzegać zasady czyszczenia wszystkiego po skończeniu każdego z proszków. Zanim jednak rozpoczniemy dalsze wygładzanie należy wykonać podstawę polerownika, opisaną w następnym rozdziale. Jeśli odłożymy to na później, istnieje ryzyko porysowania zwierciadła podczas wykonywania podstawy. Jeżeli stanie się to na tym etapie, proszek SiC #220 szybko pozbędzie się wszelkich zarysowań.
Rozpoczynamy zwykle z proszkiem AL2O3 #25, z tym że od teraz należy wpierw przygotować mieszaninę w butelce z wodą. Zapewni to równomierne rozprowadzenie proszku w postaci emulsji, co jest bardzo ważne, gdyż zlepione grudki proszku mogłyby działać jak materiał ścierny o większej średnicy ziaren. Nie należy używać od razu całego proszku, aby zapobiec jego utracie, np. przez przypadkowe przewrócenie butelki. Konsystencja mieszaniny powinna przypominać zagęszczone mleko, jednak także w tym przypadku praktyka jest najlepszym doradcą. Na powierzchnię zwierciadła wylewamy niewielką porcję (około łyżeczki), kładziemy krążek i ostrożnie obracamy go, aby równomiernie rozprowadzić emulsję. Stosujemy wciąż ten sam ruch, bez nacisku, zamieniając pozycje TOM/MOT co 15 minut, co jakiś czas monitorując ROC. Praca z AL2O3 #25 nie powinna zająć więcej niż 2-3 godziny, #20, #9, #5 około godziny każdym. W przypadku wygładzania proszkami AL2O3 jeden wet trwa zwykle około 5 minut, podczas pracy nie powinniśmy słyszeć głośnego chrobotania. Jeśli słyszymy, oznacza to, że w emulsji są grudki i należy wszystko wyczyścić i rozpocząć od nowa. Stosowanie zawiesiny niesie ze sobą ryzyko silnego sklejenia się krążka i zwierciadła, po tym jak woda wyparowuje w miarę pracy. Należy uniknąć tego za wszelką cenę! Internet jest pełen rozpaczliwego wołania o pomoc przy rozdzieleniu szklanych krążków, które ze względu na doskonałe dopasowanie wiążą się z siłą superkleju. Mi się to nie zdarzyło, ale doświadczeni życiem szlifierzy zwierciadeł polecają ciepłą wodę, detergent i lekkie stukanie kawałkiem drewna.
Zwierciadło w miarę pracy z coraz drobniejszym proszkiem staje się coraz bardziej gładsze i czystą przyjemnością jest studiowanie jego powierzchni. Test mierzenia ROC rzuca ostre i jasne obrazy wnętrza odblaskowego latarki. Po zakończeniu pracy z ostatnim proszkiem możemy pogratulować sobie sukcesu i ukończenia pierwszego etapu wykonania zwierciadła.
Marcin Klapczyński Ukończył biologię molekularną na Uniwersytecie Adama Mickiewicza w Poznaniu. Pracował jako Research Specialist in Health Science w Department of Anatomy and Cell Biology na University of Illinois w Chicago. Obecnie pracuje jako Associate Cell Biologist / Histologist w Abbott Laboratories (Illinois). Specjalizuje się w ekspresji białek 'od zera', hodowlach linii komórkowych, symulacji in vitro procesów zachodzących w komórkach. Jego pasją jest teoria ewolucji, w szczególności ewolucja systemów biochemicznych i pochodzenie życia we Wszechświecie. Ukończył biologię molekularną na Uniwersytecie Adama Mickiewicza w Poznaniu. Pracował jako Research Specialist in Health Science w Department of Anatomy and Cell Biology na University of Illinois w Chicago. Obecnie pracuje jako Associate Cell Biologist / Histologist w Abbott Laboratories (Illinois). Specjalizuje się w ekspresji białek 'od zera', hodowlach linii komórkowych, symulacji in vitro procesów zachodzących w komórkach. Jego pasją jest teoria ewolucji, w szczególności ewolucja systemów biochemicznych i pochodzenie życia we Wszechświecie.Liczba tekstów na portalu: 22 Pokaż inne teksty autora Liczba tłumaczeń: 1 Pokaż tłumaczenia autora |
Oryginał.. (http://www.racjonalista.pl/kk.php/s,4841)
(Ostatnia zmiana: 17-06-2006)